短波红外相机在激光领域的应用探索
自从 1960美国科学家梅曼完成了第一台激光器——红宝石激光器,不同的激光器如雨后春笋开始发展了起来。与传统的固体激光器相比较,光纤因具有较大的体积面积比,从而具有优良的散热性能。光纤激光器也因其结构紧密相连、光束质量好,单色性好、稳定性高等显著优势,在汽车制造、材料清洗、精细加工,以及激光武器等领域具有广泛的应用。
光纤激光器一般会用线性谐振腔结构,主要由一对光纤光栅、增益介质和泵浦源组成,如下图所示。
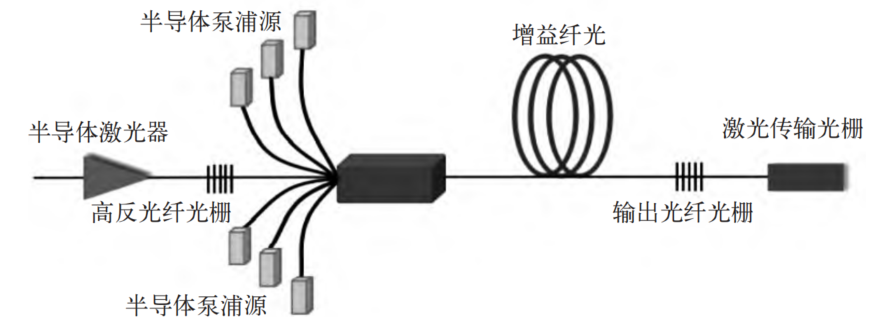
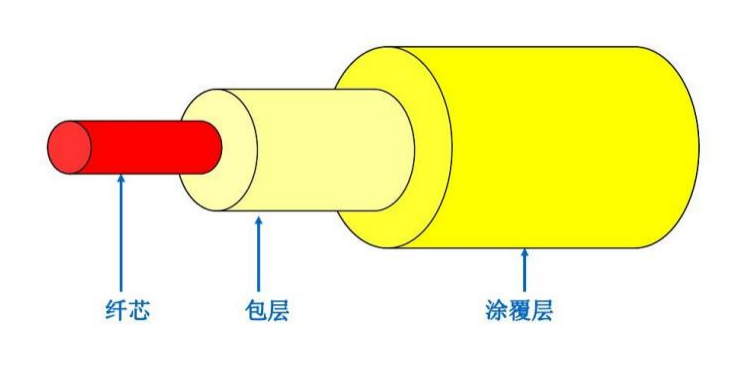
光纤光栅是对特定激光波长具有一定反射率的光纤器件,在线性谐振腔中起到腔镜作用,对激光进行模式选择,使谐振腔内形成稳定的激光振荡。常规光纤通常由内到外包含纤芯、包层和涂覆层。
增益介质为稀土掺杂光纤,泵浦光耦合到稀土离子掺杂的光纤时,稀土离子会吸收泵浦光,光子向激发态跃迁,掺杂光纤在其中起到光放大的作用。光纤中常见的掺杂离子有铒、镱、钕、铥、钬、钐等。
泵浦源通常选择半导体激光器,源通过泵浦耦合技术将半导体激光器中的激光通过耦合器耦合入双包层光纤的内包层中。
光纤激光器的泵浦总的来讲分为端面泵浦技术和侧面泵浦技术。下图为典型的侧面泵浦光纤激光器结构。画叉处为连接光纤激光器三部分的五个熔接点,不同位置熔接点导光特性不同。

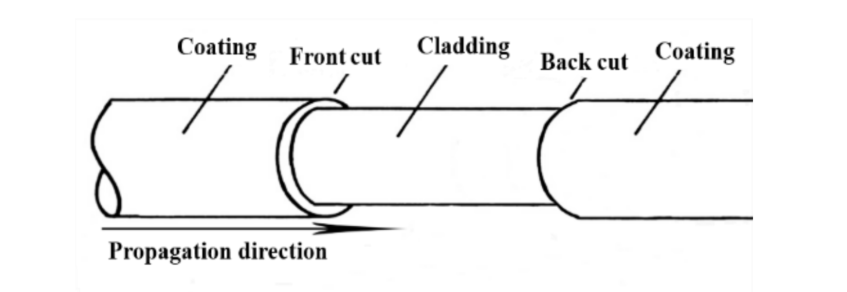
高功率光纤激光器的熔接一般为双包层光纤的熔接。光纤熔接点未二次涂覆前如下图所示。其主要由前涂覆层切口,后涂覆层切口,熔接点三部分所组成。涂覆层材料一般为掺氟丙烯酸酯等紫外光固化材料。这类材料一般具有较低的熔点(通常在 130℃左右)。光纤熔接时温度约 1700℃,因此光纤熔接前需要剥除涂覆层。
光纤的熔接点的作用是将一根光纤中的电磁波传递到另一根光纤中。然而,同一个熔接点可能同时存在包层导光和纤芯导光,不同位置的熔接点的纤芯和包层能量比例不相同。导致光波模式变化的问题大多是折射率轮廓的变化和光纤熔接面折射率突变。不同的导光作用的熔接点损耗的机理不完全一样。如下图,光在光纤熔接点处有三种传播方式。
①入射光由于熔接点边界条件的突变转变为散射光散射出光纤。
②入射光由于熔接点边界条件变化转变为其他高阶模式的光波。
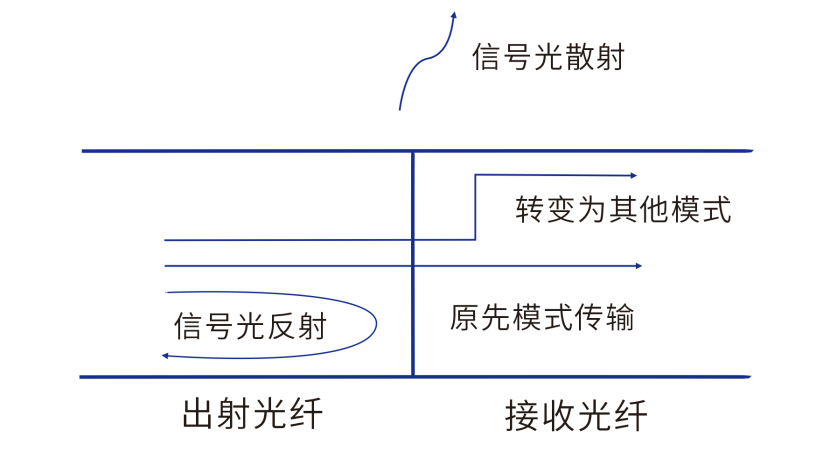
由于散射光在光纤涂覆层之间反射吸收。当激光器传输功率较高时,涂覆层吸收的光能量会聚集在熔接点附近。又因为光纤横截面积非常小,因此微小的光散射非常容易导致光纤熔接点局部的高温,进而影响激光器寿命和激光器输出功率的稳定。
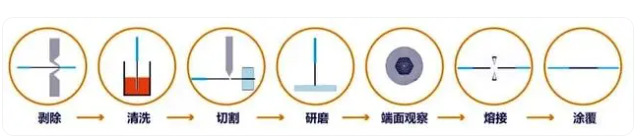
光纤熔接过程是一个复杂的过程。正常的情况下,光纤熔接可以被分解为一系列基本程序。光纤熔接的步骤最重要的包含六个:剥除涂覆层,清洁光纤,切割光纤,对齐光纤、熔接光纤、涂覆光纤。在每一个步骤中都有几率存在对光纤的损毁,例如,剥除涂覆层时,常见的是钳口和光纤包层的接触造成的损伤,其次是整个剥除段上的包层划伤。良好的剥除效果能有很大成效避免高功率激光器等应用中发生漏光和烧光纤的情况;清洁时也有一定的可能因为力度过大导致碎屑划伤光纤,产生裂纹。
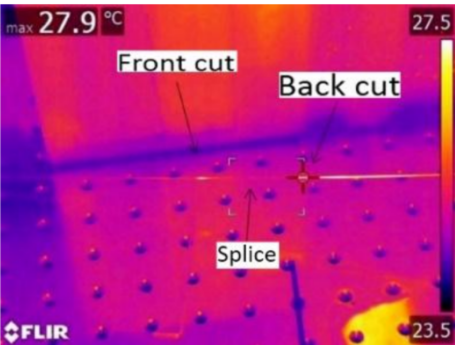
下图为光纤熔接点在红外热相仪测试下光纤熔点的温度分布情况。对于光纤切口漏光主要有很多原因,可能是涂覆层传导的光切口处散射出去;也可能是包层模场能量在边界条件变化时(由涂覆层变为空气)一部分光泄露出来。
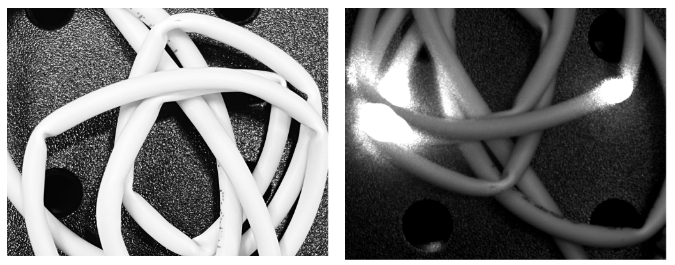
下图是红外相机下的光纤激光器。从图中能够准确的看出光纤激光器每一部分都有辐射模式射出光纤,而且弯曲的位置更加明亮。关键位置的熔接点(泵浦进掺杂光纤的熔接点)熔接质量影响激光器的输出功率、整体温度和常规使用的寿命。

是否漏光直接决定激光器光纤的品质和使用寿命。在使用的过程中如能用短波红外相机检测整段光纤,尤其是光纤熔接点处。可以及时有效地发现漏光处,尽早做好防护,避免光纤损毁。
光纤是现代通信网络的关键介质,其可靠性直接决定着整个网络的稳定性。光纤断裂会导致信号中断,影响通信质量。因此,在光纤通信和光纤激光器生产制作的完整过程中,对光纤进行及时全面的检测至关重要。利用短波红外相机可以轻松又有效且直观地观察光纤断点问题,并准确确定故障位置,有助于确保光纤系统的整体性能与质量。此外,由于短波红外成像原理更接近可见光,在成像分辨率和细节方面具备显著优势。
红外相机配合红外显微镜头,可以对光纤熔接点进行显微成像。如下图所示,上排为可见光成像、下排是显微红外成像;左、中、右分别对应剥除器、光纤剥线钳和刀片三种不同剥除方法。图中发亮的位置表示有光散射出来,显而易见,锥形结构(a)有较大的漏光面积,而且涂覆层较薄时,模场不稳定容易导致包层光泄漏。光纤剥线钳剥除(b)会造成切口处褶皱,涂覆层断裂。这种结构会引起涂覆层光波在切口处小空间内多次反射。刀片切口(c)整齐没有褶皱,刀片漏光面积最小。可见,红外显微系统在观察剥除口的漏光情况、分析漏光原因以及对比不同剥除方法方面起到了不可或缺的辅助作用。同时,在半导体检测、生命科学等领域,红外显微技术也应用广泛,拓宽我们的视界。

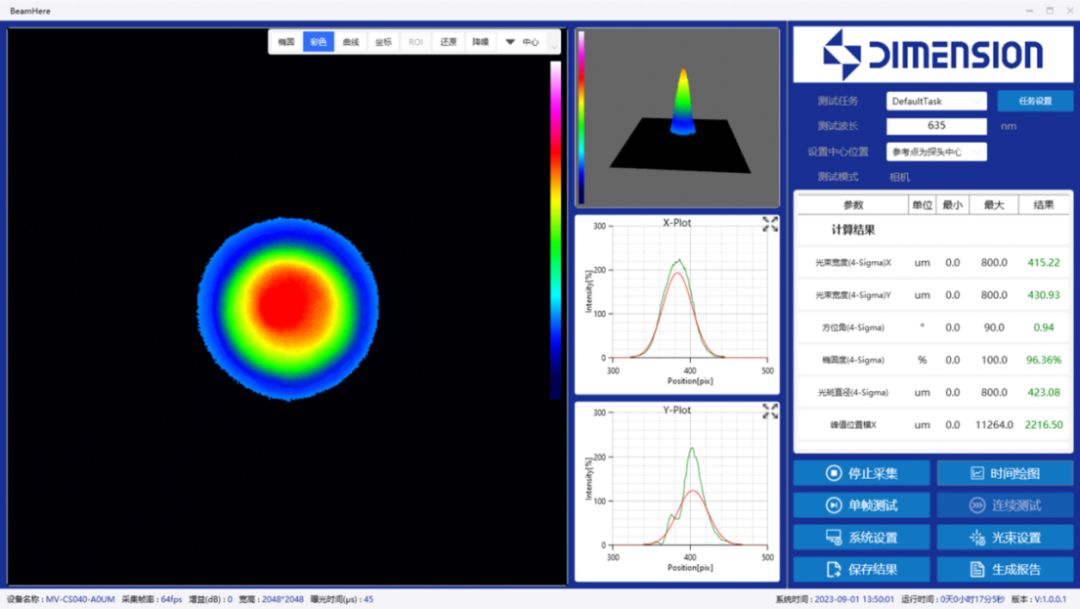
高效准确的测量与分析是充分的利用激光的前提。相机式光斑分析仪以短波红外相机为核心器件,能够实时显示光束形状、大小和光斑能量分布的2D和3D图像。通过结合M2测试模块,还能够直接进行激光传播质量检验,测量M2、发散角、束腰位置和束腰直径等光束质量特性参数。该技术在激光加工、增材制造、半导体、生命科学和通信领域大范围的应用,在400-1700nm宽光谱范围内展现出其卓越之处。
本文提供了短波红外相机在激光领域中应用的一点思路和可能性。
- 【48812】减免股息盈利税推进港股进入技术性牛市 恒生科技指数ETF(159742)上涨147% 东方甄选领涨14%
- 【48812】激光加工设备龙头股票有哪些?激光加工设备概念股名单
- AI时代的崛起:人工智能前十大龙头股最新出炉!投资未来科技
- 机器人龙头股排名前十有哪些?(最新一览)
- “医养杏林杯:十大康复设备品牌”标准规范
- 祛斑口碑最好十大排名这三款祛斑好物强烈推荐



